

반응형


오토캐드 기계설계 기사/산업기사 설계공부
오토캐드 기계설계 기사/산업기사 설계공부 하실때 유용하게 쓰세요.
- 오토캐드/자료실
- · 2016. 3. 21.


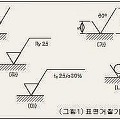

기하공차의 종류와 기호
기하공차의 종류와 기호 발췌 - JIS B 0021(1984) 에서 발췌
- 오토캐드/기초제도
- · 2015. 9. 22.
반응형
오토캐드 기계설계 기사/산업기사 설계공부 하실때 유용하게 쓰세요.
기하공차의 종류와 기호 발췌 - JIS B 0021(1984) 에서 발췌