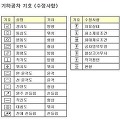
IT 공차 산출법
1. 공차값 산출IT 5 ~ IT 16 급의 기본공차 산출은 [공차단위 (i 또는 I)] 에 [공차단위의 수] 를 곱하여 산출한다. 이하의 경우단, D : 각 치수구분의 양쪽 한계치수 D1, D2의 기하평균값예) 치수구분 30~50mm 에 대한 IT 5급의 공차값은,IT 5급의 공차단위수는 7이므로,따라서, IT5 = i×7=1.5597×7=11(㎛) IT 공차 등급과 단위수공차등급 IT 5 IT 6 IT 7 IT 8 IT 9 IT 10 공차단위의 수 7 10 16 25 40 64 2. IT 01~IT 1급 까지의 기본공차값은 다음식으로 구한다.IT 01 : 0.3 + 0.008 × D (㎛)IT 0 : 0.5 + 0.012 × D (㎛)IT 1 : 0.8 + 0.020 × D (㎛) 3. IT 2~IT..